La impresión 3D es un proceso de fabricación que se utiliza para crear objetos tridimensionales a partir de un archivo digital. Durante el proceso, una impresora 3D deposita materiales en capas sucesivas hasta formar el objeto final en el proceso conocido como fabricación aditiva, dado que la nueva pieza se genera añadiendo capas nuevas a la pieza, a diferencia del proceso de fabricación sustractiva donde se parte de una pieza maciza y mediante herramientas se va eliminando capas. Los materiales utilizados para la impresión 3D pueden incluir plásticos, resinas, metal, cemento y otros materiales.
El PLA (poliolactide) es un material de impresión 3D comúnmente utilizado. Se trata de un plástico biodegradable hecho de recursos renovables, como la caña de azúcar y el maíz. Es popular debido a su facilidad de uso y a la poca cantidad de energía térmica que requiere durante el proceso de impresión. Además, el PLA tiene una buena resistencia y durabilidad y se puede utilizar para imprimir una amplia variedad de objetos. Además su precio es bastante inferior al resto de materiales ( aproximadamente unos 20€ la bobina de 1kg).
Sin embargo, a pesar de su gran versatilidad , también hay algunas desventajas al utilizar PLA. Por ejemplo, no es tan resistente al calor como algunos otros plásticos y puede deformarse a temperaturas elevadas. También es menos resistente a la deformación que otros plásticos y puede ser más frágil. Es importante tener en cuenta estas limitaciones al seleccionar PLA como material de impresión 3D.

En cuanto a las impresoras 3D se utilizan en una amplia variedad de campos, como la ingeniería, la medicina, la arquitectura y la artesanía. Hay muchos tipos diferentes de impresoras 3D disponibles en el mercado, que varían en tamaño, precio y capacidad. Algunas impresoras 3D son grandes y costosas y se utilizan en fábricas y laboratorios, mientras que otras son más pequeñas y asequibles y se pueden utilizar en el hogar o en pequeñas empresas. Por ejemplo, una de las impresoras mas conocidas y populares es la Ender 3 del fabricante Creality ( la cual personalmente recomiendo por su gran relación calidad precio).

Muchas voces afirman que la impresión 3D es uno de los principales motores de una nueva revolución industrial que cambiará por completo la forma de fabricar y consumir productos. Ciertamente la impresión 3D está teniendo un impacto significativo en la industria y está impulsando una nueva revolución industrial. La impresión 3D permite una mayor flexibilidad y personalización en la fabricación de productos, lo que puede tener un gran impacto en la forma en que se producen y distribuyen los bienes.
Además, la impresión 3D puede mejorar la eficiencia y reducir los costos de producción al eliminar la necesidad de moldes y herramientas costosas y al permitir la producción de piezas y productos a medida. También puede permitir la fabricación de piezas y productos en lugares remotos o de difícil acceso, lo que facilita la distribución y el transporte de bienes.
Podríamos distinguir cinco tipos de aplicaciones en los que ya se utiliza:
- Modelado de concepto: permite a las empresas de ingeniería y diseño ampliar su alcance probando más ideas y desarrollando sólo los proyectos adecuados.
- Diseño ergonómico de productos: un diseño ergonómico correcto es vital para evitar lesiones y para mejorar la productividad. Los modelos impresos en 3D permiten la evaluación precisa del rendimiento ergonómico durante el proceso de desarrollo del producto.
- Marketing y diseño gráfico: los modelos de concepto impresos en 3D son excelentes herramientas de marketing porque es posible mostrar a los grupos de discusión el modelo previo al lanzamiento de un producto nuevo, casi idéntico al producto real. Pueden verlo, sostenerlo y examinarlo desde todos los ángulos. La impresión 3D permite realizar modelos de producto de alta calidad en cuestión de horas, sin necesidad de enviar los diseños a otro lugar
- Prototipado funcional: los prototipos funcionales permiten a las empresas detectar y corregir errores, así como realizar mejoras sobre todo en las primeras fase de diseño, ahorrando mucho dinero a las empresas involucradas, además de conseguir prototipos con un realismo asombroso y con el aspecto del próximo producto acabado.
- Obtención de piezas finales: una de las ventajas de la revolución de la impresión en 3D es la posibilidad de empezar a producir sin la demora y sin los gastos de mecanizado y de producción de los métodos tradicionales, además de producir artículos personalizados de geometría compleja sin las limitaciones que hasta ahora estos métodos de manufactura tradicionales nos han impuesto.
A nivel del hogar, hoy en dia también podemos hacer uso de las bondades de la impresion 3d para un sinfin de aplicaciones y usos bien diseñando las piezas por nosotros mismos ( por ejemplo desde la plataforma gratuita Tinkercad de Autodesk ) o descargándola desde cualquier repositorio de piezas 3d , donde sin duda no podemos olvidar el lider indiscutible que es Thinginverse.
En efecto ,Thingiverse es una plataforma gratuita en línea para compartir archivos de diseño de impresión 3D y descargar modelos de otros usuarios. La plataforma fue creada por la compañía de impresión 3D MakerBot y se encuentra en la web en thingiverse.com. Thingiverse es una de las plataformas más grandes y populares para compartir y descargar modelos de impresión 3D y es utilizada por una amplia variedad de personas, desde aficionados a la impresión 3D hasta profesionales de la industria. Los usuarios pueden subir sus propios diseños a la plataforma y descargar y imprimir modelos creados por otros usuarios. Thingiverse también ofrece una amplia variedad de recursos y herramientas para ayudar a los usuarios a crear y compartir sus propios diseños de impresión 3D.
Veamos algunos ejemplos de cosas que podemos imprimir que nos puedan resultar muy útiles en el dia a dia:
Auriculares impresos

El laboratorio de diseño de Teague quería retar “el actual paradigma de diseño de la electrónica de consumo” con su prototipo de auriculares impresos :el modelo 13:30 de Teague Labs.
Para ello, la firma usó tecnología de impresión 3D y componentes electrónicos estándar, logrando un producto equivalente a un coste similar a los modelos producidos en masa.
Aunque, a diferencia de los auriculares convencionales, 13:30 es un auricular personalizado cuyo diseño podría adaptarse a las prerrogativas de cada usuario.
Juguetes
Se pueden imprimir desde robots a piezas conectoras universales. Ya en la década de los 90, Nicholas Negroponte aventuraba que los juguetes serían impresos no en muchos años. La idea sonaba entonces más descabellada que ahora, cuando firmas como 3D Systems presentan juguetes como los robots Cubify: pequeñas piezas intercambiables que configuran distintos modelos de robot.

3D Systems vende tanto los robots acabados como el material para imprimirlos uno mismo por una fracción del precio. Cubify es sólo un ejemplo del brillante futuro de los juguetes a la carta, usando diseños propios o modelos descargados de Internet, gracias a la impresión 3D casera.
Ya hay firmas que trabajan en métodos estándar de ensamblaje que faciliten la fabricación de piezas para articular objetos usando un sistema similar a LEGO.
Por ejemplo, FAT Lab y Sy-Lab han presentado lo que llaman kit de construcción gratuito y universal, que permite a los entusiastas del ensamblaje juguetes mediante bloques de plástico intercambiables usar un adaptador que hace compatibles las piezas de Lego, N’Kex, la desaparecida firma española Tente, Fischertechnik, etc.
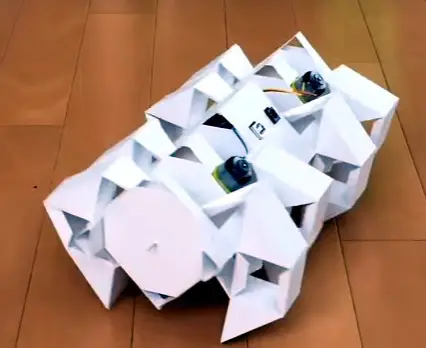
Imprimir BB-8 de Star Wars
El pequeño robot tiene que imprimirse a tres colores, blanco, gris y naranja, y la resolución que ha utilizado para sus pruebas es de 150micras aunque el diseño está en formato STL por lo que no habrá problemas para imprimirlo en cualquier impresora 3D. Formado por diez partes su ensamblaje es muy simple y además no necesita sujeciones así que hay pocas cosas más vistosas y simples de imprimir. El propio diseñador ha confirmado que su diseño está pensado para ser montado de una forma muy simple y rápida, simplemente imprimiendo las 10 piezas y utilizando un poco de pegamento para mantenerlo siempre unido.
De entre todos los proyectos para recrear un BB-8 este es el único que lo hace verdaderamente simple ya que otros tutoriales y diseños incluyen electrónica y distintas formas de controlar al pequeño robot. En este caso simplemente tendremos un modelo bastante fidedigno para dejarlo en nuestro escritorio y sorprender a todos con las posibilidades de las impresoras 3D. Si quiere un BB-8 funcional y controlable mediante bluetooth o radiocontrol hay decenas de tutoriales para construirlos, aunque será mucho más complicado que simplemente darle a “Imprimir en 3D” y esperar para montarlo.
¿Quiere un BB-8 impreso en 3D? Descargue el modelo desde Thinkiverse y montae su BB-8 hoy mismo.
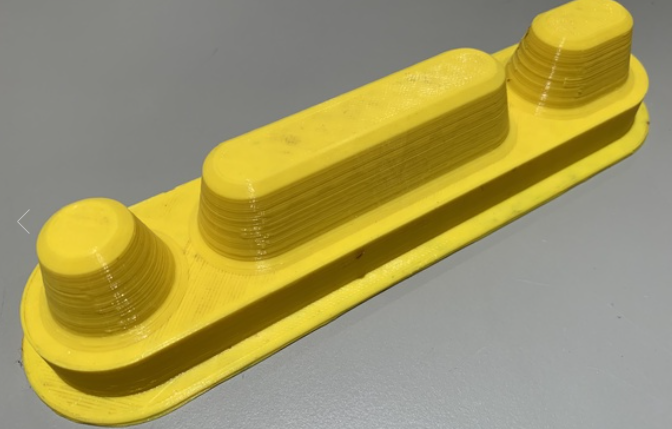
Un abridor de botellas universal impreso en 3D

Este abridor de botellas asegura un buen agarre en cualquier situación. Se acabaron esas botellas imposibles de abrir porque están mojadas, su tapón se ha trabado o porque tenemos las manos aceitosas de estar cocinando. Además, uno de los manguitos sirve para abrir botellines con chapa. Lo puede descargar aquí.
Un anclaje de mochila impreso en 3D

Ya sea de montaña o para el colegio muchas mochilas llevan este tipo de anclajes que permiten unir dos cintas para mejorar la sujeción o cerrarlas con más protección. El plástico de los anclajes suele ser bueno pero un golpe o el simple paso del tiempo pueden dejar inservible esta útil pieza de las mochilas, por eso puede descargar uno aquí y imprimirlo.
Una maceta con autorriego impresa en 3D

Tener plantas en casa está muy bien pero regarlas ya es harina de otro costal, ya sea porque se nos olvida o porque nos vamos unos días a veces las plantas se quedan sin su líquido elemento necesario. Gracias a este moderno macetero esto no nos volverá a pasar ya que además de ser bonito se asegura de que la planta tiene agua durante varias semanas. Puede descargarlo aquí.
Sujetacables para el escritorio impresos en 3D
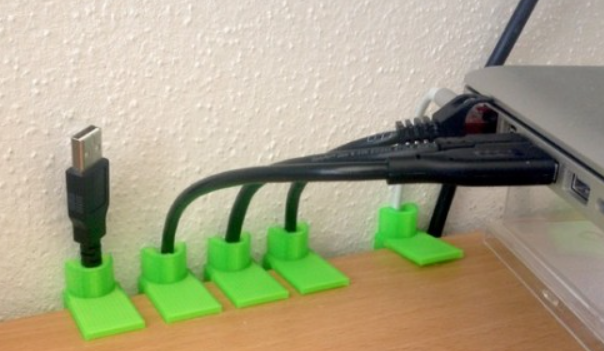
Aunque los periféricos de nuestro PC empiezan a ser inalámbricos seguimos teniendo un montón de cables, que si cargar el móvil, conectar la cámara… Y esos cables se quedan conectados al PC mientras se escurren bajo la mesa cuando no los estamos utilizando. Hay decenas de sujetacables para imprimir y es una esas pequeñas utilidades que podemos imprimir en 3D descargándolas aquí.
Una forma útil de atarse los zapatos impresa en 3D

Atarse los zapatos está sobrevalorado, aprender está bien pero si nos imprimimos estos artilugios nombrados Klöts nuestros zapatos quedarán perfectamente fijados en un momento. Lo puede descargar aquí.
Un kit para preparar sushi impreso en 3D
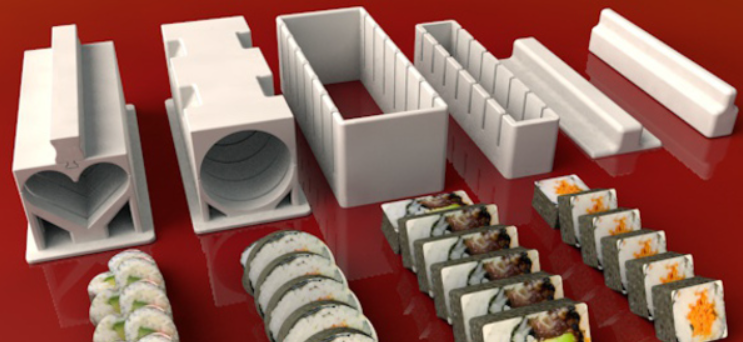
Preparar sushi es bastante fácil hasta que uno se pone a montar los makis, entonces enrollar el alga rellena de arroz se convierte en una odisea que sólo la práctica o un kit para preparar sushi pueden solucionar. Puede descargarlo aquí y empezar a preparar sushi mucho más rápidamente gracias a tu impresora 3D.


Debe estar conectado para enviar un comentario.