Los populares discos compactos o Compact Disc conocidos popularmente como CD’s son discos ópticos utilizados clásicamente para CD de audio, aunque más tarde fueron adaptados para el almacenamiento de datos , de video , grabaciones domésticas y almacenamiento de datos mixtos pudiendo almacenar hasta 80 minutos de audio o 700 MB de datos todo ello en un diámetro de 12 centímetros, un espesor de 1,2 milímetros, medidas por cierto que se han mantenido para sus sucesores.
El sustituto de los CD fueron los HD DVD ( High Density Digital Versatile Disc o disco digital versátil de alta densidad ), un formato de almacenamiento óptico desarrollado como un estándar para el DVD de alta definición por Toshiba, Microsoft y NEC, etc que permite almacenar hasta 30 GB.
Este formato también finalmente sucumbió ante su inmediato competidor, el Blu-ray, por convertirse en el estándar sucesor del DVD. Después de la caída de muchos apoyos de HD DVD, Toshiba decidió cesar de fabricar más reproductores y continuar con las investigaciones para mejorar su formato.
El disco Blu-ray, conocido como Blu-ray o simplemente BD (en inglés: Blu-ray Disc), es un formato de disco óptico de nueva generación, desarrollado por la Blu-ray Disc Association (BDA), empleado para vídeo de alta definición (HD), 3D y UltraHD y con mayor capacidad de almacenamiento de datos de alta densidad que la del DVD. Para la reproducción de contenido 4K, Blu-ray ha sido reemplazado por Blu-ray Ultra HD.
A día de hoy todos los discos compactos se complementan con otros tipos de distribución digital y almacenamiento, como son las memorias USB, las tarjetas SD, los discos duros, el almacenamiento en la nube y las unidades de estado sólido. Desde su pico en el año 2000, solo las ventas de CD’s han disminuido alrededor de un 50% , asi que podriamos decir que el uso de los CD’s ha quedado prácticamente en desuso, por lo que antes de que acaben en el contenedor de basura deberiamos buscar alguna forma de darle otros usos , como por ejemplo vamos a ver en este post: una original y sencilla lampara
Construcción de una lámpara con carcasas de CD’s
Puesto que han quedado en desuso los CD’s , uno de los componentes más interesantes para reusar son las carcasas , las cuales gracias a su diseño nos abren un gran abanico de posibilidades como puede ser portafotos, cubos portaobjetos,cajas de almacenamiento ,etc
En esta imagen podemos algunas ideas :
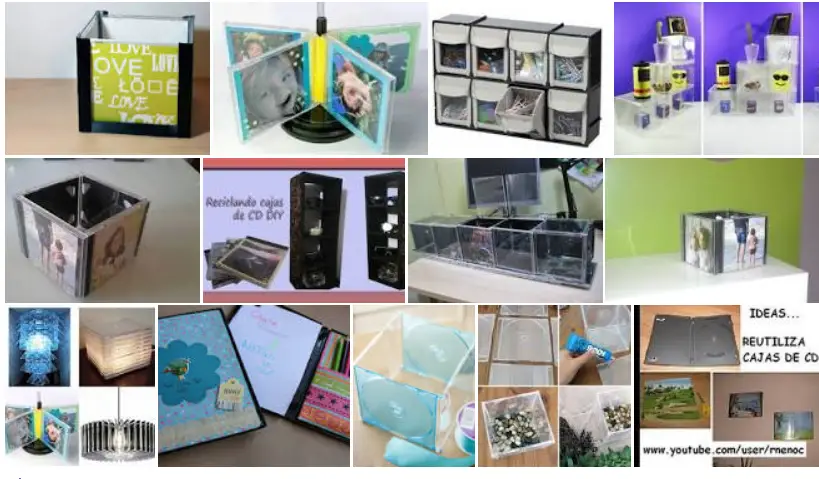
En este ejemplo vamos a ver como hacer una lampara rectangular con 4 carcasas de CD’s , unas viejas guías metálicas recicladas de archivadores de papeleria (si no se cuenta con estos vale cualquier otra cosa como por ejemplo tiras de papel de aluminio de alimentación ) y cola térmica.
Para este trabajo lo ideal es usar carcasas de CD’s transparentes pues las vamos a usar en una lámpara. Por cierto ,no importa que estén rayadas o con signos de uso pues esto dará cierto sabor a antiguo que puede ser muy interesante en el resultado final
De la carcasas necesitamos quitar la parte interior donde se apoya el cd, dvd o el blue-ray.

Respecto a las guías metálicas que usaremos para disimular las esquinas, estas se pueden obtener de viejos archivadores .Si no cuenta con esas vejas guías metálicas recicladas de archivadores de papeleria , vale cualquier otra cosa como por ejemplo tiras de papel de aluminio de alimentación o cualquier otro objeto que no usemos (palillos , palos de helado, cartulinas, etc)

Para empezar una vez hayamos quitado la parte interior de estas, así como las portadas de papeles y cartulinas interiores , uniremos con una pistola de cola caliente dos carcasas haciendo un cubo abierto tanto por arriba y por abajo. Esta operación la podemos repetir formando dos cubos , aunque la lámpara se puede usar también con un solo cubo
Una vez tengamos los dos cubos por separado, los uniremos ambos para hacer uno mayor

Una vez pegados ambos cubos , pegaremos uno de los soportes interiores de cd a modo de tapadera .
Justo por el agujero haremos pasar el cable con el portalámparas y la bombillas haciendo primero un nudo con el cable para permitir que no se caiga el conjunto

Para darle una mayor rigidez mecánica se pueden usar láminas de metal que pegaremos con cola caliente buscando la mayor rigidez posible

Para mejorar el aspecto final podemos pegar en las uniones de las cajas , pequeños láminas de metal recicladas de archivadores

Por último para sujetar la lámpara al techo pegaremos un pequeño angulo metalica en forma de «u» que nos ayudara a colgar el techo la lampara .

Esperaremos un rato a que seque la cola , y ya podemos proceder a colgar nuestra original lampara usando por ejemplo un mosquetón o un simple alambre

Ya solo queda colgar la lámpara al techo con un mosquetón, un alambre o un trozo de cadena

Y finalmente conectaremos los dos cables del portalámparas usando preferentemente una ficha de empalmes teniendo especial atención de conectar estos sin suministros electrico
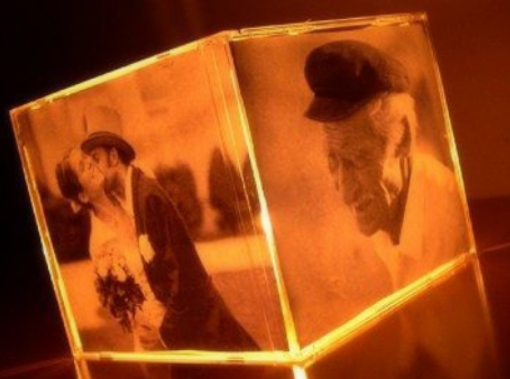
! Y ahora ya podemos ver el resultado final!

Algunas otras ideas de lamparas
Ha un millón de tipos de lámparas posibles usando carcasas de CD, por ejemplo una lámpara de pie tipo «vintage» usando por ejemplo fotos en blanco y negro más emotivas e imprimiendolas en papel «cebolla»
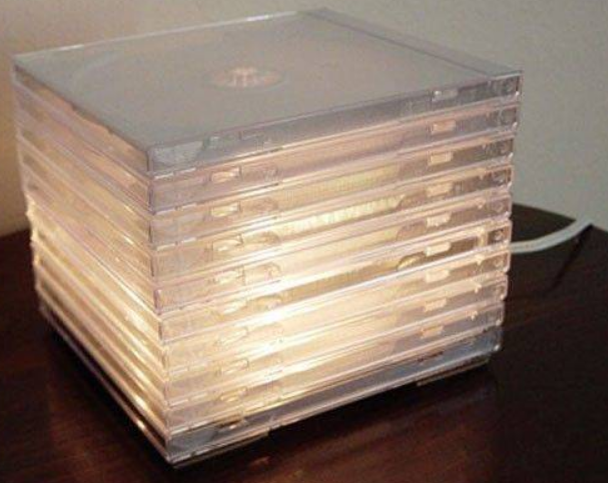
Tambien cortando el circulo interior ocon un soldador y apilándolas todas puede quedar una lámpara muy moderna y original
Otras ideas
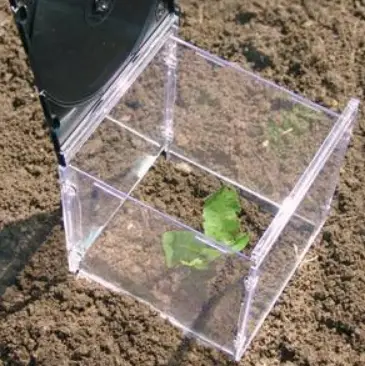
Podemos hacer un sencillo invernadero incluso con tapadera con solo dos carcasas y con eso podemos ayudar a las plantas a crecer
¿Y qué hacer con las las carcasas de colores? …pues por ejemplo podemos hacer una casita para pájaros , una casita de muñecas, una caja de almacenaje o lo que se nos ocurra

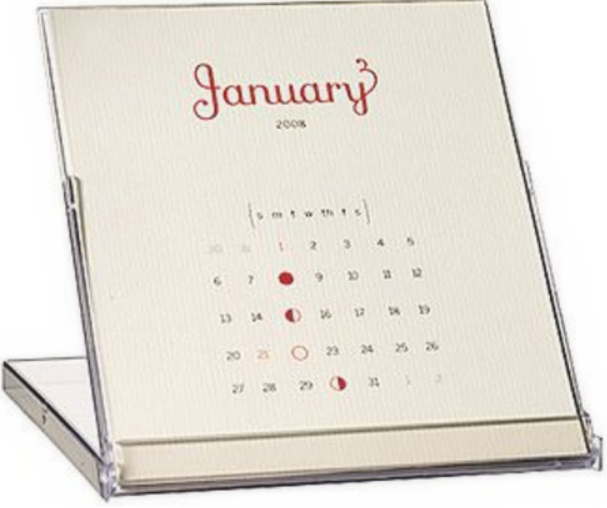
Realmente una idea muy sencillas , es también con una impresora imprimir a la escala de un CD un almanaque ( hay plantillas para esto ) luego fijar esta a una funda colocando la carcasa al revés obteniendo un original complemento.
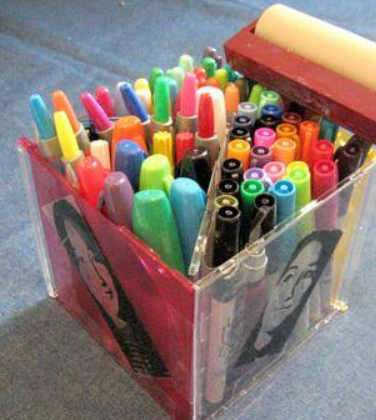
Otra idea es decorar un cubo por el exterior como más nos guste colocando en su interior un separador , obteniendo con ello originales cajas para almacenar utensilios de papelería
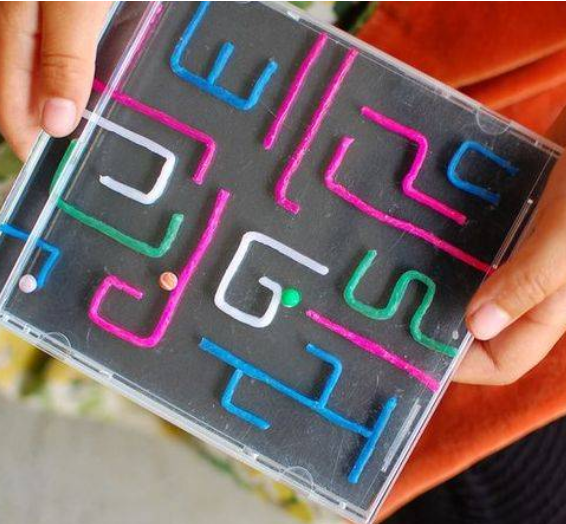
Y por último , un clásico , pues podemos hacer divertidos juegos usando solo un poco la imaginación..




Debe estar conectado para enviar un comentario.