¿Frustrado con la fabricación de filamentos fundidos? En este breve post veremos una guía de solución de problemas de impresión en 3D más comunes y sus soluciones.
Usted ha comprobado su modelo, visto innumerables sitios en Internet de como otras personas resuelven sin problema todas las contingencias que se le puedan ocurrir , pero cuando lo intenta usted , simplemente no se imprime. ¿Qué es lo que sigue saliendo mal?
Este artículo le ayudará a diagnosticar rápidamente sus problemas de impresión 3D y encontrar la solución con esta mini-guía de solución de problemas de impresión 3D que debería permitirle descubrir cómo y cuándo ocurren estos problemas de impresión en 3D y los pasos que puede seguir para evitarlos en el futuro.

Problemas mas comunes de impresión en 3D
Si no sabe el origen de su problema de impesión, puede hacer referencia a los siguientes 19 problemas mas comunes :
- Deformación
- Pie de elefante
- Más problemas de primera capa
- Desalineación de la capa
- Capas faltantes
- Grietas en objetos altos
- Almohada
- Encordado
- Bajo extrusión
- Sobreextrusión
- Cambio de capas
- Boquilla Bloqueada Bowden
- Filamento a presión
- Filamento pelado
- Relleno roto
- Fantasma de la estructura interna
- Intervalos entre el relleno y el muro exterior
- Bordes no incluidos
- Modelos salientes
1: Deformación
En la base del modelo, la impresión se curva hacia arriba hasta que ya no está nivelada con la plataforma de impresión. Esto también puede dar lugar a grietas horizontales en las partes superiores.
Warping es común ya que es causado por una característica natural del plástico. A medida que el filamento ABS o PLA se enfría empieza a contraerse muy ligeramente; el problema de la deformación surge si el plástico se enfría demasiado rápido.
Solución de problemas de la impresora 3D: Warping
- Utilice una plataforma de impresión calentada . La solución más fácil es usar una plataforma de impresión calentada y ajustar la temperatura a un punto justo debajo del punto de fusión de plástico. Esto se denomina «temperatura de transición vítrea». Si obtiene esa temperatura, entonces la primera capa permanecerá plana en la plataforma de impresión. La temperatura de la plataforma de impresión es a menudo establecida por el software de corte. Usted encontrará normalmente la temperatura recomendada para su filamento impreso en el lado del empaquetado o en el carrete.
- Aplique pegamento. Si usted todavía encuentra su impresión que levanta en los bordes entonces aplica una cantidad minúscula de pegamento del palillo uniformemente en la cama para aumentar adherencia.
- Pruebe con un tipo de plataforma diferente. Cambie su cama de impresión por una que ofrezca mejor adherencia. Fabricantes como Lulzbot utilizan una superficie de impresión PEI (Polyetherimide) que ofrece una excelente adherencia sin pegamento. XYZPrinting suministra una cinta con textura en la caja con algunas de sus impresoras, básicamente una gran hoja de cinta adhesiva, y nuevamente añadiendo esto funciona excelentemente, aunque sólo con plataformas de impresión no calentadas. Las impresoras Zortrax 3D tienen una cama de impresión perforada, los modelos se sueldan a esta superficie eliminando completamente el problema.
- Nivele la plataforma de impresión. La calibración de la plataforma de impresión puede ser otra causa, pasar por el proceso de calibración para comprobar que la cama está nivelada y que la altura de la boquilla es correcta.
- Aumentar el contacto. Aumentar el contacto entre el modelo y la cama es una solución fácil y la mayoría del software de impresión tiene la opción de añadir balsas o plataformas.
- Ajuste los ajustes avanzados de la temperatura. Si todo lo demás falla, tendrá que echar un vistazo a la configuración de impresión avanzada tanto en la impresora como en el software de impresión. Intente aumentar la temperatura del lecho de impresión en incrementos de 5 grados.
En el software del cortador echar un vistazo a la refrigeración del ventilador, esto se suele establecer para que los ventiladores de enfriamiento cambien a plena potencia a una altura de alrededor de 0,5 mm, trate de extender esto a 0,75 para dar a las capas de base un poco más de tiempo para enfriar de forma natural.
Incluso si su impresora tiene una plataforma de impresión calentada, siempre se recomienda utilizar pegamento y calibrar regularmente el nivel de la cama.
Lista de verificación del problema de impresión 3D: Warping
- Utilice una plataforma de impresión calentada
- Añadir pegamento adhesivo a la plataforma de impresión
- Cambiar de vidrio a una cama de impresión adhesiva
- Calibrar la cama de impresión
- Agregar plataformas o balsas
- Ajuste la temperatura y los ajustes del ventilador
2: Pie de elefante
La base del modelo se ve ligeramente abultada hacia fuera, también conocido como «pie de elefante»
Este efecto desagradable también puede ser causado por el peso del resto del modelo presionando hacia abajo las primeras capas cuando las capas inferiores no han tenido tiempo para enfriarse de nuevo en un sólido – sobre todo cuando la impresora tiene una cama caliente.
Solución de problemas de la impresora 3D: Elephant Foot
- El equilibrio correcto. Para detener el pie de elefante que aparece en sus impresiones 3D, las capas de base del modelo necesitan ser enfriadas lo suficiente para que puedan soportar la estructura anterior, pero si aplica demasiado enfriamiento a las capas base puede crear deformaciones. Conseguir el equilibrio a la derecha puede ser complicado, comience por bajar la temperatura de la plataforma de impresión por intervalos de 5 grados, (dentro de +/- 20 grados de la temperatura recomendada). Si su espesor inferior / superior se ajusta a 0,6 mm, arranque el ventilador después del ventilador a una altura ligeramente inferior.
- Una base de nivel. Más a menudo que no la mayoría de los problemas de impresión se puede remontar hasta el nivel de la plataforma de impresión. Cada impresora tiene una técnica ligeramente diferente para nivelar la plataforma de impresión. Empiece por usar el procedimiento recomendado por los fabricantes de impresoras. A continuación, imprima un cubo de calibración y observe cómo se coloca el filamento. De la impresión del cubo usted debe poder ver si el filamento se está colocando uniformemente, si la boquilla está demasiado cerca de la plataforma de la impresión y raspando a través del filamento fundido o demasiado alto y haciendo el filamento a blob.
- Levante la boquilla. Simplemente aumentar la altura de la boquilla ligeramente puede ayudar a menudo, pero tenga cuidado demasiado alto y no se pegue a la plataforma.
- Chaflanee la base. Si todo lo demás falla, entonces otra opción es achaflanar la base de su modelo. Por supuesto, esto sólo es posible si usted ha diseñado el modelo usted mismo o si tiene acceso al archivo original. Comience con un chaflán de 5 mm y 45º y experimente para obtener el mejor resultado.
Lista de comprobación del problema de impresión 3D: Pie de elefante
- Balancear la temperatura de la plataforma de impresión y la velocidad del ventilador
- Nivele la plataforma de impresión
- Compruebe la altura de la tobera
- Chaflán la base del modelo
3: Más problemas de primera capa
La primera capa no se adhiere correctamente, y algunas partes se sueltan. Hay líneas no deseadas en la parte inferior.
Estos problemas de impresión en 3D son signos típicos de que el lecho de impresión no se ha nivelado correctamente.Si la boquilla está demasiado lejos del lecho, la superficie inferior a menudo muestra líneas no deseadas, y / o la primera capa no se adhiere. Si la boquilla está demasiado cerca, las gotas pueden ser el resultado.
También es importante: el lecho de impresión debe estar lo más limpio posible. Las huellas dactilares en la placa pueden evitar que la primera capa se pegue a la placa.
Solución de problemas de la impresora 3D: Más problemas de primera capa
- Nivele la cama de impresión. Cada impresora tiene un proceso diferente para nivelar la plataforma de impresión, algunos como los últimos Lulzbots utilizan un sistema de nivelación automática extremadamente confiable, otros como el Ultimaker tienen un enfoque práctico paso a paso que le guía a través del proceso de ajuste y luego está el Prusa i3 que requiere habilidad y determinación.
- Ajuste la altura de la boquilla. Si la boquilla es demasiado alta entonces el filamento no se pegue a la plataforma, a la baja y la boquilla realmente comenzará a raspar la impresión.
- Limpie la plataforma de impresión. De vez en cuando es una buena idea dar a la plataforma de impresión de vidrio una buena limpieza, especialmente si se aplica pegamento. La grasa de sus huellas dactilares y la acumulación excesiva de depósitos de pegamento pueden contribuir a la no adherencia de la plataforma de impresión.
- Añada pegamento. La aplicación de una capa delgada de pegamento a la plataforma de impresión ayudará a añadir un poco más de adhesión si lo hace esto asegúrese de dar a la cama una limpieza a intervalos regulares como la sobre aplicación de pegamento puede tener el reverso del efecto deseado.
- Hoja con textura para camas de impresión en frío. En las plataformas de impresión en frío, una solución común es aplicar una película adhesiva o una hoja que aumente las propiedades adhesivas de la plataforma de impresión.
Lista de verificación del problema de impresión 3D: Más problemas de la primera capa
- Nivele la plataforma de impresión
- Compruebe la altura de la tobera
- Limpie la plataforma de impresión
- Añadir pegamento
- Hojas texturizadas para plataformas frías
4: Desalineación de la capa
Algunas capas en el centro de los objetos han cambiado debido a que ñas correas de la impresora no están bien apretadas ,la placa superior no está sujeta y oscila alrededor independientemente de la placa inferior.o una de las varillas en el eje Z no esya perfectamente recta.
Solución de problemas de la impresora 3D: Desalineación de la capa
- Revise las correas. Comience por comprobar cada uno de los cinturones están apretados, pero no demasiado apretado. Usted debe sentir un poco de resistencia de los dos cinturones como pellizcarlos juntos. Si usted encuentra que la sección superior de la correa es más apretada que la parte inferior entonces esto es una muestra segura del fuego que necesitan un tweak y aprietan.
- Compruebe la placa superior. Compruebe la placa superior y todas las barras y accesorios en la parte superior de la impresora y asegúrese de que todo está apretado y alineado.
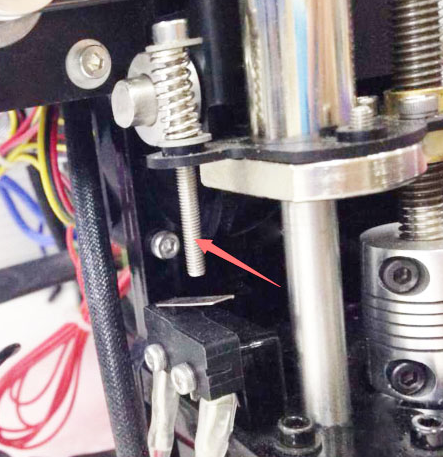
- Compruebe las barras del eje Z. Muchas impresoras utilizan varillas roscadas en lugar de tornillos de plomo y aunque estos hacen el trabajo que tienen una tendencia a doblar con el tiempo. No se preocupe por el desmontaje de su impresora para ver si son rectas, simplemente use el software como ‘Printrun’ para mover el cabezal de impresión hacia arriba o hacia abajo. Si una de las varillas del eje Z está doblada, verá al instante.Desafortunadamente, es casi imposible enderezar con precisión una barra una vez que está doblada, pero en la parte superior, es una buena excusa para reemplazar las viejas varillas roscadas para tornillos de plomo.
Lista de comprobación del problema de impresión 3D: Desalineación de la capa
- Compruebe la tensión en las correas
- Compruebe que no hay movimiento en la placa superior
- Asegúrese de que las varillas del eje Z estén rectas
5: Capas faltantes
Hay vacíos en el modelo porque algunas capas se han saltado (en parte o completamente).
Este problema se debe a que a la impresora no se le proporcionó la cantidad de plástico necesaria para imprimir las capas omitidas. Esto se denomina subextrusión (temporal). Puede haber habido un problema con el filamento (por ejemplo, el diámetro varía), el carrete de filamento, la rueda de alimentación o una boquilla obstruida.
La fricción ha causado que la cama se atasque temporalmente. La causa puede ser que las barras verticales no están perfectamente alineadas con los cojinetes lineales.
Existe un problema con una de las varillas o cojinetes del eje Z. La varilla podría estar distorsionada, sucia o había sido engrasada excesivamente.
Solución de problemas de la impresora 3D: capas que faltan
- Comprobación mecánica. Es una buena práctica darle a su impresora 3D una vez más de vez en cuando y la aparición de huecos en su impresión en 3D siempre es una buena señal de que ahora es el momento de darle a su impresora 3D amor y atención. Comience por comprobar las varillas y asegúrese de que están todos sentados en cojinetes o clips y no han aparecido, desplazado o se mueve, incluso ligeramente.
- Comprobación de alineación de varillas. Asegúrese de que todas las varillas están todavía en perfecta alineación y no se han desplazado. A menudo puede decir desconectando la alimentación (o deshabilitando los steppers) y moviendo suavemente el cabezal de impresión a través del eje X e Y. Si hay alguna resistencia al movimiento entonces algo está mal y es generalmente bastante fácil decir si esto es debido al desalineamiento, a una barra ligeramente doblada oa uno los cojinetes.
- Rodamiento desgastado. Cuando los cojinetes van suelen hacerle saber acerca de ello mediante la creación de un ruido audible. También debe ser capaz de sentir un movimiento irregular en la cabeza de impresión y cuando la impresión de la máquina parece que está vibrando ligeramente. Si este es el caso, desenchufe la corriente y mueva el cabezal de impresión a través de las X e Y para localizar la región del cojinete roto.
- Compruebe si hay aceite. Lubricar las articulaciones es fácil de olvidar, pero mantener todo bien engrasado es esencial para el buen funcionamiento de la máquina. Aceite de máquina de coser es ideal y se puede comprar para casi cualquier mercería a un precio relativamente barato. Antes de ir a aplicar liberalmente sólo comprobar que las varillas están limpias y libres de suciedad y residuos de impresión, una rápida limpieza de las varillas antes de aplicar una capa fresca de aceite es siempre una buena idea. Cuando todas las varillas se ven limpias sólo un poco sobre un poco, pero no demasiado. A continuación, utilice la impresión como Printrun para mover la cabeza a través de los ejes X e Y para asegurarse de que las varillas están uniformemente cubiertas y moviéndose suavemente. Si agrega un poco de aceite demasiado no se preocupe sólo limpie algunos con un paño sin pelusa.
- Extrusión bajo. La cuestión final podría ser la subextrusión y encontrar la solución para esto puede ser engorroso.
Lista de verificación del problema de impresión 3D: capas que faltan
- Revise la mecánica y asegúrese de que todo esté apretado
- Compruebe la construcción y la alineación de la impresora
- Escuche los cojinetes desgastados y las varillas dobladas
- Añadir un poco de aceite para mantener las cosas funcionando suave
6: Grietas en objetos altos
Hay grietas en los lados, especialmente en modelos más altos. Esto puede ser uno de los temas más sorprendentes en la impresión 3D, ya que tiende a manifestarse en grandes impresiones, y por lo general mientras que usted no está buscando.
El problema en efecto ocurre en las capas más altas donde el material se enfría más rápido, porque el calor de la cama de impresión calentada no alcanza esa altura. Debido a esto, la adhesión en las capas superiores es menor.
Solución de problemas de la impresora 3D: grietas en objetos altos
- Temperatura de la extrusora. Comience por aumentar la temperatura del extrusor; un buen comienzo sería aumentarlo por 10ºC. En el lado de su caja del filamento usted verá las temperaturas finales de funcionamiento del calor, intento para guardar el ajuste de la temperatura dentro de estos valores.
- Dirección y velocidad del ventilador. Comprueba tus fans, asegúrate de que están encendidos y apuntados al modelo. Si se trata de reducir su velocidad.
Lista de verificación del problema de impresión 3D: grietas en objetos altos
- Compruebe la temperatura final caliente y suba a intervalos de 10 grados
- Compruebe la posición y la velocidad de los ventiladores de refrigeración
7: Almohada
La superficie superior de la impresión muestra protuberancias desagradables o incluso agujeros.
Las dos causas más comunes son el enfriamiento inadecuado de la capa superior y que la superficie superior no es lo suficientemente gruesa.
Solución de problemas de la impresora 3D: Almohada
- Tamaño del filamento. Más común con filamento de 1,75 mm. La almohada es un problema que puede afectar a todas las impresoras 3D, sin embargo, es mucho más común en aquellos que usan filamentos de 1,75 mm en 2,85 mm.
- Compruebe la posición del ventilador. Normalmente, el enfriamiento es el problema, comience comprobando sus fans. A medida que empiece la impresión, los ventiladores de las impresoras se ajustarán a bajas o apagadas, después de que se hayan impreso las primeras capas, deben ponerse en acción. Compruebe que los ventiladores alrededor del hotend comienzan a girar, entonces como los finales de la impresión comprueban que los ventiladores están todos buenos y trabajando. Si todo parece bien, sólo verifique que la dirección de los ventiladores es correcta y que están empujando aire fresco hacia su impresión y no en otra parte.
- Ajuste la velocidad del ventilador en G-Code. Otra cuestión de enfriamiento ocurre cuando se aplica cada capa superior sucesiva de plástico fundido. Como cubre la estructura de soporte interna necesita ser enfriada rápidamente para evitar caer en los agujeros entre los soportes. La velocidad de los ventiladores se puede ajustar en el G-Code, un código G común para Fan On es M106 y M107 Fan Off. A continuación, sólo tiene que la velocidad del ventilador al máximo para las capas superiores.
Un ejemplo sería para una impresora de cubo de 1 cm x 1 cm a una altura de capa de 0,1 mm. El G-Code en este caso salida a través de CURA para el Prusa i3, podemos mirar a través del código y ver que hay 97 capas.Sabiendo que tenemos un ajuste de «Grosor del fondo / superior» de 0.6mm podemos mirar de nuevo a LAYER: 91 luego en la línea después de agregar M106 S255. M106 ajusta el ventilador que va y S255 lo fija a la explosión completa. - Aumentar el grosor de la capa superior. La solución más fácil es aumentar el grosor de la capa superior. La mayoría de las aplicaciones le permitirán hacer esto en la sección avanzada, bajo el ajuste ‘Bottom / Thickness’.Usted está apuntando por lo menos 6 capas de material normalmente y hasta 8 para boquillas y filamentos más pequeños. Si, por lo tanto, la altura de la capa está ajustada a 0,1 mm, ajuste el parámetro «Grosor del fondo / superior» en 0,6 mm. Si el efecto de la almohada aún existe, aumente a 0.8mm.
Lista de comprobación del problema de impresión 3D: Almohada
- Ir grandes y aumentar el tamaño del filamento
- Asegúrese de que los ventiladores estén a la velo-
- Ajuste manualmente la velocidad del ventilador
- Aumentar el grosor de la capa superior
8: Encordado
Hay cadenas antiestéticas de plástico entre las partes del modelo.Este problema es debido cuando el cabezal de impresión se mueve sobre un área abierta (también conocido como movimiento de desplazamiento), y ha filtrado algo de filamento desde la boquilla.
Solución de problemas de la impresora 3D: Encordado
- Habilitar Retracción. Retracción es un factor importante cuando se trata de calidad de acabado y se puede habilitar a través de la mayoría de software de corte. Su función es bastante simple y funciona retrocediendo el filamento de nuevo en la boquilla antes de que la cabeza se mueva. La idea es que evita que el filamento fundido se arrastre detrás de la cabeza creando cadenas finas en su estela.
- Activación de retracción con un solo clic. La mayoría de las aplicaciones como Cura ofrecen una opción de activación de un clic, esto utiliza un conjunto de parámetros predeterminados y en su mayor parte es perfectamente adecuado. Sin embargo, si quieres unas cuantas opciones más a menudo hay más botones de configuración. Aquí puede ajustar el recorrido mínimo de la cabeza antes de activar la retracción.
- Mínimo recorrido (mm). Reducir el recorrido mínimo suele ser la solución más rápida para encordar si la retracción estándar no está haciendo el trabajo. Suelte el valor en 0.5mm hasta que se detenga el encordado. La activación de la retracción aumentará la velocidad de impresión.
- Simplemente cortarlos. Esta no es la solución más elegante, pero simplemente tomar un escalpelo a las cuerdas es muy a menudo la solución más rápida y fácil, y tiene el beneficio de que no aumenta los tiempos de impresión.
Lista de verificación del problema de impresión 3D: Encordado
- Habilitar la retracción
- Ajustar el recorrido mínimo antes de iniciar el retroceso
- Simplemente limpie la impresión con un bisturí
9: Bajo extrusión
La subextrusión es cuando la impresora no puede suministrar el material necesario (o tan rápido como sea necesario).La subextrusión resulta en capas delgadas, en capas con espacios no deseados o en capas que faltan por completo
A este problema hay varias causas posibles:
- El diámetro del filamento utilizado no coincide con el diámetro fijado en el software de corte
- La cantidad de material que se extruye es demasiado baja debido a la configuración defectuosa del software de la rebanadora. Alternativamente, el flujo del material a través de la extrusora está restringido por la suciedad en la boquilla.
Solución de problemas de la impresora 3D: Bajo extrusión
- Compruebe el diámetro del filamento. Comience con el problema más simple, ¿ha establecido el diámetro de filamento correcto en el software de corte. Si no está seguro acerca del diámetro, el valor junto con la temperatura recomendada suele estar impreso en la caja.
- Mida el filamento. Si usted todavía no está recibiendo los resultados que desea y el flujo de filamentos es el problema, a continuación, utilice un conjunto de pinzas para comprobar el diámetro del filamento. Usted debe ser capaz de ajustar los ajustes de diámetro del filamento con precisión en la configuración del software de la rebanadora.
- Compruebe la cabeza. Después de imprimir, la mayoría de las impresoras sacarán el cabezal de impresión de la base de impresión. Compruebe rápidamente que la boquilla esté despejada de una acumulación de filamentos y suciedad.
- Establezca el multiplicador de extrusión. Si no hay desajuste entre el diámetro real del filamento y el ajuste del software, compruebe que el ajuste del multiplicador de extrusión (o el caudal o compensación de flujo) puede ser demasiado bajo. Cada aplicación de rebanador manejará esto ligeramente diferente, pero el principio es aumentar el ajuste en pasos de 5% y luego reiniciar el proceso de impresión.
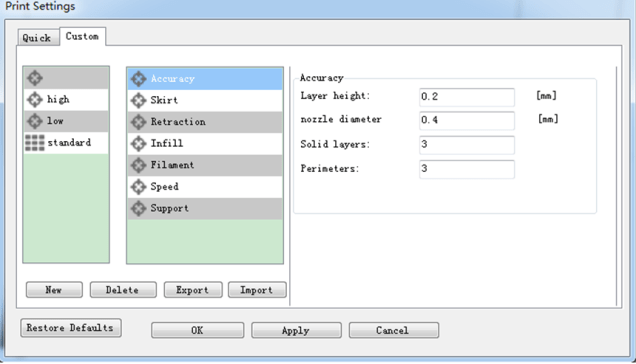
En Simplify3D abra el cuadro de diálogo Editar configuración de proceso y vaya a la pestaña Extrusora – el valor multiplicador de Extrusión de 1,0 corresponde al 100%; En Cura abra la pestaña Material y aumente el ajuste de Flujo (puede que necesite activar la configuración de Flujo a través del cuadro de diálogo Preferencias).
Lista de verificación del problema de impresión 3D: Bajo extrusión
- Compruebe el diámetro del filamento
- Utilice calibradores para medir el diámetro del filamento
- Compruebe que el extremo caliente esté despejado
- Ajuste el multiplicador de extrusión a intervalos del 5%






Debe estar conectado para enviar un comentario.